
Zabierak krzyżak do podajnika obrotowego 100 - 150 kW Stary model
- Watch the product:
- Add feedback:
- Code: 11063
- Manufacturer: PANCERPOL
- Manufacturer's code: 2001230110635
- Weight: 0.3 kg
-
Availability:
None
- Net Price: €13.02 €16.01
- szt.
-
 Payment in cash, Payment via bank transfer, Online Payments Payment Cards, ApplePay, Google Pay - P24, PayPro SA, Osobista płatność przy odbiorze, Płatność odroczona (tylko dla zweryfikowanych Klientów), eService (card or bank transfer), Zapłacę przy odbiorze listonoszowi, Payment by bank transfer - wait for the proforma invoice to be sent
Payment in cash, Payment via bank transfer, Online Payments Payment Cards, ApplePay, Google Pay - P24, PayPro SA, Osobista płatność przy odbiorze, Płatność odroczona (tylko dla zweryfikowanych Klientów), eService (card or bank transfer), Zapłacę przy odbiorze listonoszowi, Payment by bank transfer - wait for the proforma invoice to be sent
-
 Fast Blik payments.
Fast Blik payments.
The product is shipped within 24 hours.
We complete the order within 24 hours.
You can return the product within 14 days.
OPIS PRODUKTU
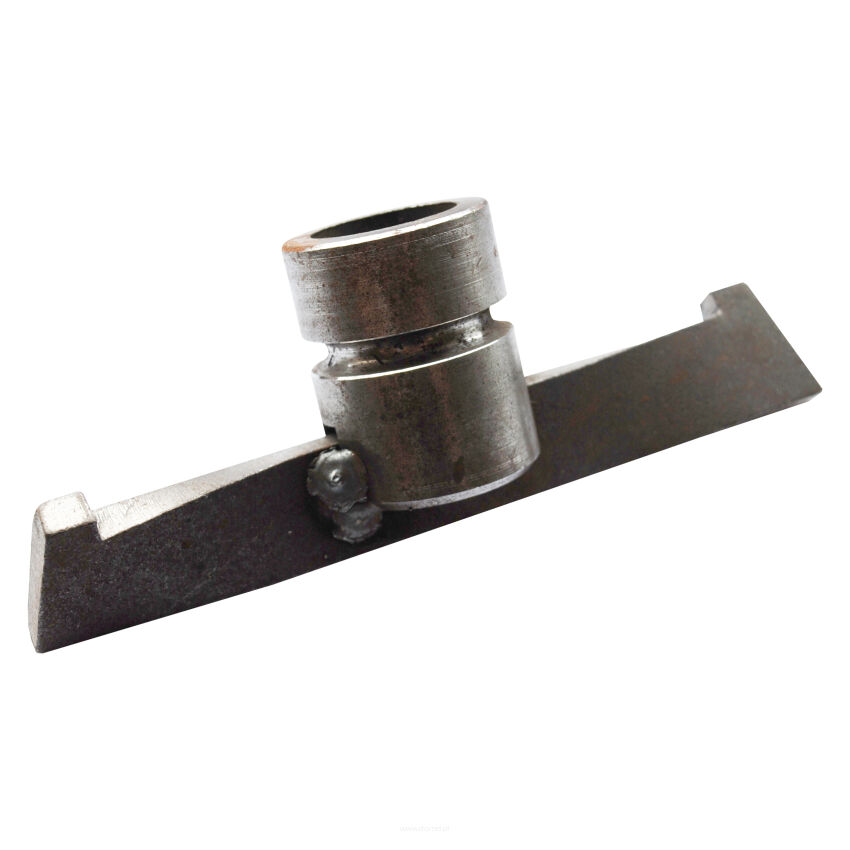
Krzyżak do podajnika miałowego firmy Pancerpol STARY MODEL. Mocowany jest na końcowej części osi ślimaka, wychodzącej z kolana żeliwnego. Umożliwia ruch obrotowy retorty - paleniska. Przeznaczenie podajniki miałowe obrotowe o mocy 25 kW.
Z CZEGO WYKONANY JEST ZBIERAK?
Zbierak wykonany jest ze stali hartowanej. Dzieki temu jest bardzo wytrzymały.
Hartowanie stopów żelaza to rodzaj obróbki cieplnej stopów żelaza (np. stali), polegający na szybkim schłodzeniu uprzednio nagrzanego materiału w celu wytworzenia struktury martenzytcznej bądź bainitycznej. Materiał nagrzewa się najczęściej do temperatury wyższej o 30 do 50 °C od temperatury przemiany austenitycznej. W zależności od gabarytów, kształtu i składu chemicznego obrabianego stopu, materiał nagrzewa się ciągle lub stopniowo. Po osiągnięciu docelowej temperatury następuje wygrzewanie wsadu. Tak przygotowany materiał hartuje się w kąpieli hartowniczej (wodzie, oleju mineralnym, emulsji wodno-olejowej, wodnym roztworze polimeru, stopionych solach, stopionych ługach), w gazach lub w ośrodkach fluidalnych. Chłodzenie odbywa się z szybkością większą niż krytyczna prędkość chłodzenia dla danego materiału. Ciągłe chłodzenie prowadzone, aż do temperatury Mf pozwala uzyskać strukturę w pełni martenzytyczną, jeżeli nie powstanie austenit szczątkowy. Hartowanie z wytrzymaniem izotermicznym stosuje się, aby otrzymać strukturę bainityczną. Hartowanie przeprowadza się, by podnieść twardość i wytrzymałość stali.
Przy hartowaniu istotny jest dobór szybkości chłodzenia. Zbyt wolne chłodzenie powoduje wydzielanie się cementytu i uniemożliwia przemianę martenzytyczną, podczas gdy zbyt szybkie chłodzenie powoduje powstanie zbyt dużych naprężeń hartowniczych, które mogą doprowadzić do trwałych odkształceń hartowanego elementu lub jego pęknięć.
Szybkość chłodzenia wpływa także na głębokość hartowania. Przy elementach o większych rozmiarach, których grubość przekracza maksymalną głębokość hartowania, tylko część objętości przedmiotu hartowanego zostanie zahartowana. W takiej sytuacji martenzyt powstanie w warstwach powierzchniowych. Im głębiej zaś, tym udział martenzytu maleje, a cementytu wzrasta. Bardzo często jest to zjawisko pożądane, wtedy, gdy element ma być twardy na powierzchni, a ciągliwy w swym rdzeniu. Głębokość hartowania zależy także od hartowności stali.
ZASADA FUNKCJONOWANIA PODAJNIKA
Automatyczny Zespół Podawania Paliwa, w którego skład wchodzą zbiornik na opał, wentylator oraz regulator mikroprocesorowy, tworzy system magazynowania, automatycznego podawania opału do palnika oraz prowadzi do jak najbardziej ekonomicznego procesu spalania w systemie ciągłym. Transport opału ze zbiornika do palnika retortowego odbywa się za pomocą podajnika ślimakowego. Opał zostaje wypchnięty na ruszt paleniska poprzez umieszczony na środku rusztu tygiel. Paliwo przesuwane przez ślimak umieszczony w rurze podajnika rozsypuje się równomiernie w tyglu, następnie na ruszcie dopalającym, tworząc kopiec opału podzielony na strefy spalania. Powietrze potrzebne do procesu spalania dostarczane jest poprzez wentylator podmuchowy. Ilość obrotów ślimaka może być zmieniana poprzez sterownik mikroprocesorowy w zależności od zmian wydajności cieplnej kotła. Do ilości obrotów ślimaka jest potrzebna odpowiednia ilość powietrza. Opał, który wolnym ruchem wydostaje się z tygla przechodzi przez wszystkie fazy spalania, tj. suszenie i podgrzewanie opału, wydzielanie części lotnych, palenie się koksu, redukcja tlenu, wypalanie się węgla z żużlu.
WYMIARY
Długość ramion - 145 mm
Średnica tulejki - 35 mm
 Polish
Polish
 Czech
Czech
 German
German
 Slovak
Slovak
 Ukrainian
Ukrainian